Precision CNC Milling vs Turning: Choosing the Right Process for Your Parts
Precision CNC Milling vs Turning: Choosing the Right Process for Your Parts
Every machined part begins with a fundamental process decision: milling or turning. For simple geometries, the choice is obvious. A cylindrical shaft belongs on a lathe, and a rectangular plate with pockets belongs on a mill. But the vast middle ground, parts with both rotational and prismatic features, complex contours, or tight tolerance requirements across multiple surfaces, demands more careful analysis.
Getting this decision wrong leads to awkward setups, unnecessary secondary operations, compromised accuracy, and inflated cycle times. Getting it right sets the foundation for efficient, repeatable production that holds tolerances and meets cost targets. This article examines the technical and economic factors that should drive your milling-versus-turning decision for precision components.
Fundamental Differences in Cutting Mechanics
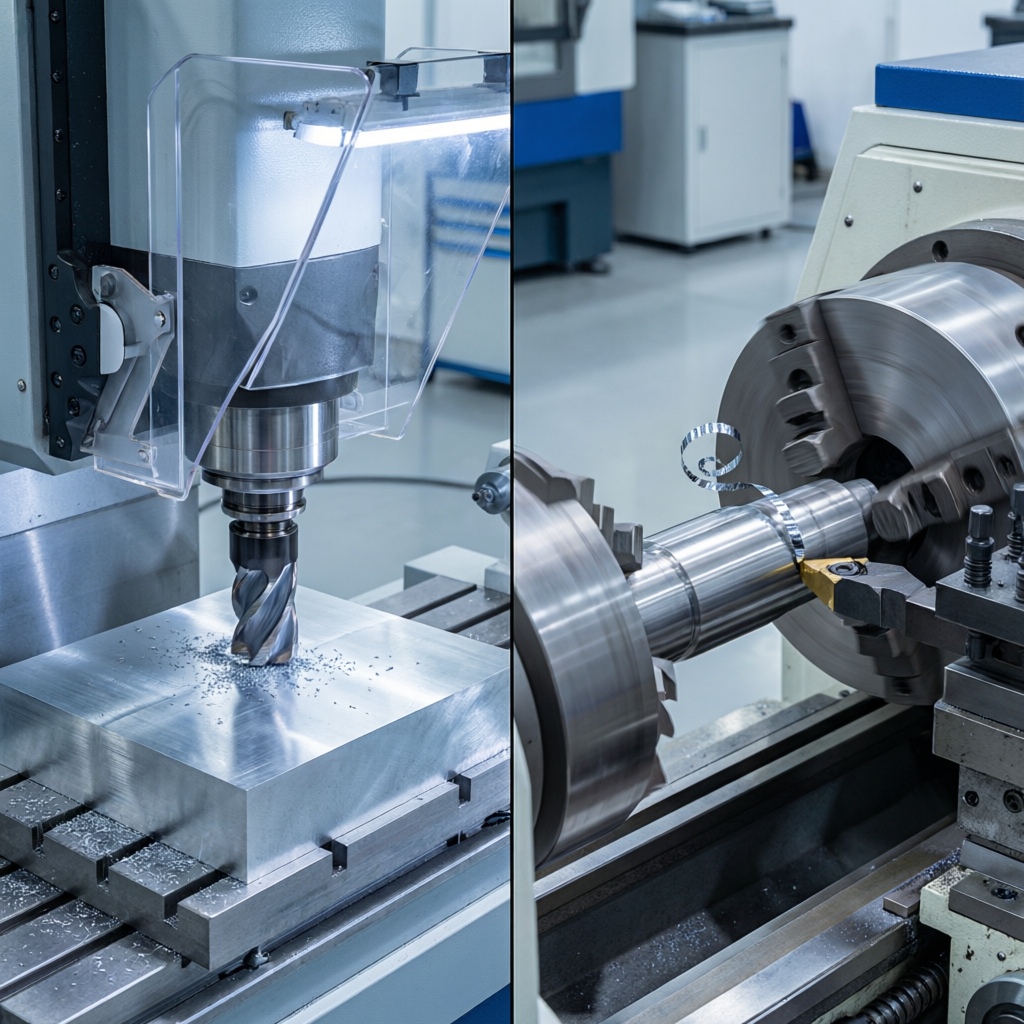
Milling and turning differ at the most basic level of physics. In turning, the workpiece rotates while a stationary tool removes material. The cutting action is continuous, with the tool edge engaged throughout each revolution. This produces excellent surface finishes on cylindrical surfaces and generates cutting forces that remain relatively constant and predictable.
In milling, the tool rotates while the workpiece remains stationary (or moves linearly). The cutting action is interrupted: each tooth on the milling cutter engages and disengages with every revolution, creating cyclic loading on the tool, the workpiece, and the machine. This interrupted cutting generates different thermal patterns, different chip formation behavior, and different surface finish characteristics than turning.
These mechanical differences create natural strengths and weaknesses for each process:
Where Turning Excels
- Concentricity: Because the part rotates on a single axis, all turned diameters are inherently concentric. Holding 0.0002-inch TIR between multiple diameters is routine on a CNC lathe but extremely difficult on a mill.
- Surface finish on round features: Continuous cutting with a single-point tool produces superior finishes on cylindrical and conical surfaces. Ra values of 16 microinches or better are achievable with proper tooling and parameters.
- Chip evacuation: Gravity and centrifugal force assist chip evacuation on a lathe. Long, stringy chips from ductile materials clear the cutting zone naturally.
- Cycle time for rotational parts: A CNC lathe machines rotational features dramatically faster than a mill because the entire periphery is accessible in a single pass.
Where Milling Excels
- Prismatic features: Slots, pockets, flat surfaces, bolt hole patterns, and other non-rotational features can only be produced by milling or by secondary operations after turning.
- Complex 3D contours: Sculpted surfaces, cam profiles, and aerodynamic contours require the multi-axis toolpath flexibility that milling provides.
- Large, non-round parts: Castings, forgings, and weldments with irregular shapes are fixtured and machined more efficiently on a mill.
- Feature accessibility: Deep pockets, internal cavities, and features at compound angles are accessible to milling tools but unreachable with standard turning tools.
The Precision Threshold: When Process Choice Affects Accuracy
At standard commercial tolerances (plus or minus 0.002 inches and above), both milling and turning can produce acceptable results for most features. But as tolerances tighten below plus or minus 0.0005 inches, process limitations become critical.
| Accuracy Parameter | CNC Turning (2-axis lathe) | CNC Milling (3-axis VMC) | CNC Mill-Turn Center |
|---|---|---|---|
| Diameter Tolerance (round features) | +/- 0.0002 in | +/- 0.0005 in | +/- 0.0002 in |
| Concentricity (TIR between diameters) | 0.0002 in | 0.001 in (with indicator setup) | 0.0003 in |
| Surface Finish (Ra on round OD) | 8 - 32 microinches | 32 - 125 microinches | 8 - 32 microinches |
| Flat Surface Accuracy | Not applicable | +/- 0.0003 in | +/- 0.0005 in |
| Positional Tolerance (hole patterns) | +/- 0.001 in (C-axis/Y-axis) | +/- 0.0003 in | +/- 0.0005 in |
| True Position (turned features to milled features) | Not applicable | 0.002 in (secondary setup) | 0.0005 in |
The data reveals an important pattern: mill-turn centers close the accuracy gap between milling and turning by eliminating secondary setups. When a part moves from a lathe to a mill for secondary operations, the re-fixturing introduces positional error. Mill-turn technology keeps the part in one chucking, maintaining the original datum reference throughout all machining operations.
Decision Framework: Six Factors to Weigh
Factor 1: Part Geometry Ratio
Consider the ratio of rotational features to prismatic features. If more than 70 percent of the machined features are cylindrical, conical, or face-turning operations, start on a lathe. If more than 70 percent are pockets, slots, and drilled hole patterns, start on a mill. Parts near the 50-50 split are candidates for mill-turn centers or require careful sequencing analysis.
Factor 2: Lot Size
High-volume production favors dedicated turning centers because cycle times are shorter and per-part costs are lower. Prototype and low-volume work favors milling because setup is faster, fixturing is simpler, and the flexibility to iterate on design changes is greater. The crossover point varies by part complexity but typically falls between 50 and 500 pieces.
Factor 3: Material Behavior
Some materials machine significantly better on one platform than the other. Hardened steels above 45 HRC respond well to hard turning on a rigid lathe with CBN tooling. Soft, gummy materials like pure aluminum or copper often produce better surface finishes on a lathe due to the continuous cutting action. Highly abrasive materials like cast iron benefit from the rigidity and chip control of a turning center.
Factor 4: Tolerance Stackup
If critical tolerances exist between turned features and milled features (for example, a bore concentric to an OD that also has a keyway), the cumulative error of two separate setups may exceed the tolerance. In these cases, completing all features in a single setup on a mill-turn or a multitasking machine is the only reliable option.
Factor 5: Surface Integrity Requirements
Aerospace and medical applications often specify surface integrity requirements beyond simple roughness values. Residual stress, micro-cracking, and white layer formation are influenced by the cutting process. Turning generally produces more favorable residual stress patterns on cylindrical surfaces because of the continuous cut and consistent tool engagement. Milling can achieve equivalent surface integrity but requires more careful parameter selection.
Factor 6: Automation Compatibility
If your production cell includes robotic part loading, bar feeders, or gantry systems, the process choice affects the entire cell layout. Lathes integrate naturally with bar feeders and parts catchers for untended operation. Mills integrate better with pallet systems and tombstone fixtures. The automation infrastructure investment may tilt the economic decision toward one process over the other.
The Rise of Mill-Turn and Multitasking Machines
The traditional either-or decision between milling and turning has become less binary with the advancement of mill-turn centers. Modern machines from Mazak, Okuma, DMG MORI, and WFL combine full turning capability with multi-axis milling in a single platform. A typical mill-turn center features a main spindle, a sub-spindle or counter-spindle, a turret with live tooling, and a separate milling spindle with a tool magazine.
These machines eliminate the inter-machine handling that traditionally caused accuracy loss and extended lead times. A part that previously required a lathe, a VMC, and possibly a drill press can now be completed in a single chucking. The per-machine cost is higher, but the total cost per part often drops 20 to 40 percent when setup time, WIP inventory, quality inspection, and floor space are all considered.
Frequently Asked Questions
Can I hold the same tolerances on a mill as on a lathe for round features?
In most cases, no. A lathe holds diameter tolerances and concentricity more easily because the workpiece rotates on a single precision spindle bearing set. Milling a round feature with a rotating tool introduces additional error sources from the spindle runout, tool deflection, and circular interpolation accuracy. For precision bores and diameters, turning or boring is the preferred method.
When does it make sense to use both a lathe and a mill for the same part?
When the volume justifies dedicated operations on each machine and the inter-operation tolerances are loose enough to absorb re-fixturing error. Many high-volume automotive parts are rough-turned on a lathe, then finish-milled and drilled on a VMC. The key is designing the fixture for the second operation to reference datum features established in the first operation.
Is Swiss-type turning considered milling or turning?
Swiss-type machining is fundamentally turning, but modern Swiss lathes incorporate extensive milling capability through live tooling and C-axis control. They blur the distinction between the two processes, particularly for small, complex parts under about 1.25 inches in diameter. For these parts, a Swiss-type lathe often replaces both a conventional lathe and a small VMC.
How does part size affect the milling versus turning decision?
Very large cylindrical parts (over 40 inches in diameter) often must be machined on a vertical turning lathe or a horizontal boring mill with a facing head because standard lathes cannot accommodate them. Small parts under 2 inches in diameter are most efficiently machined on Swiss-type or screw machine lathes. Mid-range parts between 2 and 15 inches offer the most flexibility in process selection.
What about additive-then-machine approaches?
Hybrid manufacturing (additive deposition followed by CNC machining) is gaining traction for complex parts. In these workflows, turning is typically used for finish machining cylindrical datum surfaces and sealing faces, while milling handles the complex contours of the deposited geometry. The process decision becomes part of the overall design-for-manufacturing strategy rather than an either-or choice.





