Swiss CNC Lathe Applications: Precision & Productivity
Swiss Type CNC Lathe Applications: Where Precision Meets Productivity
The Swiss-type lathe occupies a unique position in CNC manufacturing. Originally developed in the 1870s by Swiss watchmakers who needed to produce tiny, precise screws and pinions for watch movements, the Swiss-type architecture has evolved into one of the most productive and precise CNC platforms available for small-diameter, high-complexity turned parts.
Today, Swiss-type CNC lathes are the go-to technology for manufacturing medical implants, electronic connectors, watch components, aerospace fasteners, and automotive fuel system parts. Their defining characteristic, a sliding headstock that feeds bar stock through a guide bushing while tools cut near the bushing face, provides unmatched rigidity and accuracy for parts under approximately 1.25 inches in diameter.
How Swiss-Type Machining Differs from Conventional CNC Turning
On a conventional CNC lathe, the workpiece is held in a chuck or collet at one end, and the cutting tools move against the stationary or rotating workpiece. As the part gets longer relative to its diameter, cutting forces push the unsupported portion of the workpiece away from the tool, causing deflection, chatter, and dimensional error. This limits the practical length-to-diameter ratio on a conventional lathe to roughly 3:1 or 4:1 without additional support.
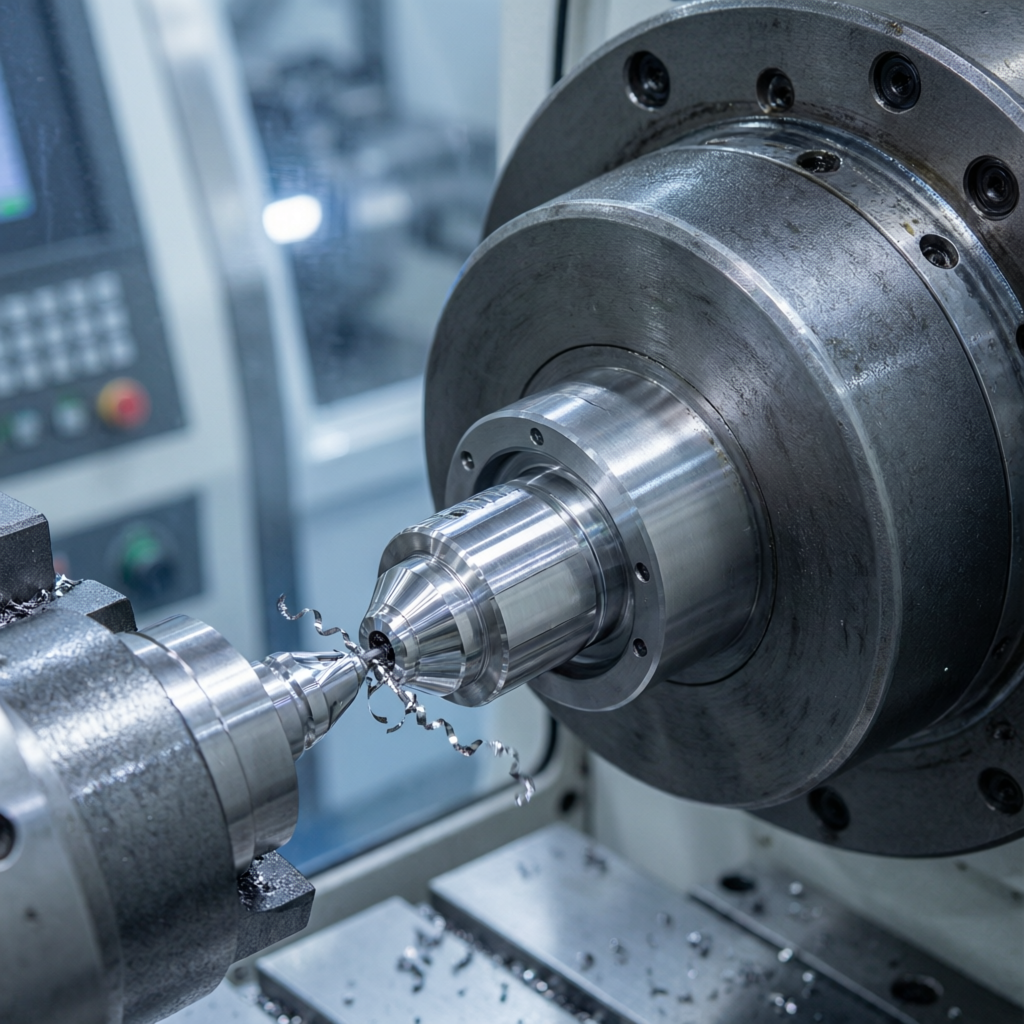
A Swiss-type lathe fundamentally reverses this relationship. The bar stock is clamped in a sliding headstock and fed through a guide bushing positioned just millimeters from the cutting tools. The guide bushing supports the workpiece within 1 to 3mm of the cutting point, eliminating deflection regardless of the overall part length. This allows Swiss-type lathes to machine parts with length-to-diameter ratios of 20:1 or higher without deflection or chatter.
Modern Swiss-type CNC lathes also incorporate live tooling (rotating tools driven by independent motors), C-axis control (precise spindle orientation), and sub-spindles for back-working operations. This transforms them from simple turning centers into complete machining platforms capable of producing finished parts with milled flats, drilled cross-holes, tapped threads, and complex off-center features in a single setup.
Key Application Industries
Medical Devices and Implants
The medical device industry is the largest consumer of Swiss-type machined parts. Bone screws, dental implants, spinal fixation components, surgical instrument tips, and catheter components are all routinely produced on Swiss-type lathes. These parts share common characteristics: small diameters (often under 6mm), tight tolerances (plus or minus 0.0002 inches on critical diameters), complex features (hex sockets, cross-holes, multi-start threads), and biocompatible materials (titanium, stainless steel 316L, cobalt-chrome, PEEK).
Swiss-type lathes excel in medical manufacturing because they complete complex parts in a single operation, reducing both cost and the risk of contamination from inter-operation handling. A bone screw that requires turning, threading, cross-drilling, and slotting can be completed from bar stock in a single cycle, emerging as a finished part ready for cleaning and packaging.
Electronics and Connectors
Electrical connectors, RF contacts, pogo pins, and semiconductor test probes represent another major application area for Swiss-type machining. These parts are typically small (under 3mm diameter), produced in very high volumes (millions of pieces), and require precise control of contact geometry and plating surfaces. The high cycle speeds and bar-feeding capability of Swiss-type lathes make them ideal for this volume production.
Aerospace Fasteners and Components
High-performance aerospace fasteners, including close-tolerance bolts, shoulder screws, and precision pins, are frequently machined on Swiss-type lathes from materials like A286 stainless steel, Inconel 718, and titanium. The ability to hold tight concentricity between head, body, and thread features in a single setup is particularly valuable for aerospace applications where fastener failure is not an option.
Automotive Fuel Systems and Sensors
Fuel injector bodies, sensor housings, and hydraulic valve components are increasingly machined on Swiss-type lathes as automotive systems demand smaller, more precise components. The combination of turning, milling, and drilling in a single setup reduces the number of operations and the cumulative tolerance stack that results from multiple machine setups.
Swiss-Type CNC Lathe Capabilities and Limitations
| Capability | Typical Range | Notes |
|---|---|---|
| Maximum bar diameter | 12mm to 32mm (some up to 38mm) | Larger diameters reduce the rigidity advantage of the guide bushing |
| Maximum part length | Typically 3x to 20x bar diameter | Guide bushing support enables high L/D ratios |
| Positioning accuracy | +/- 0.0001 to +/- 0.0002 inches | Depends on machine grade and thermal conditions |
| Repeatability | +/- 0.00005 to +/- 0.0001 inches | Consistent part-to-part in stable thermal conditions |
| Surface finish (Ra) | 8 to 32 microinches | Depends on material, tooling, and cutting parameters |
| Live tooling RPM | 6,000 to 12,000 RPM typical | Allows milling, drilling, and tapping off-center features |
| Number of controlled axes | 5 to 12+ axes | Main spindle, sub-spindle, live tools, back-working tools |
| Cycle time (typical small part) | 15 seconds to 3 minutes | Depends on part complexity and feature count |
| Unattended operation | 8 to 24+ hours with bar feeder | Standard bar feeders hold 12-foot bars for extended runs |
When Swiss-Type is Not the Right Choice
Despite their advantages, Swiss-type lathes are not universally superior to conventional CNC lathes. They are less effective in the following situations:
- Large diameter parts: Above approximately 1.25 inches (32mm), the guide bushing advantage diminishes. Conventional CNC lathes or multi-axis turning centers handle larger diameters more efficiently.
- Very short parts: Parts with an L/D ratio below 1:1 often machine faster on a conventional lathe with a bar feeder or a turret lathe. The guide bushing setup time and remnant length waste make Swiss-type less economical for very short parts.
- Low-volume work: Swiss-type lathes have longer setup times than conventional lathes due to guide bushing adjustment, tool layout, and cam programming (on non-CNC models). For quantities under 100 pieces, a conventional CNC lathe may be more cost-effective.
- Parts requiring heavy cuts: The guide bushing limits the depth of cut that can be taken in a single pass. Heavy roughing operations on large stock allowances are better suited to conventional lathes with more rigid chucking.
Selecting a Swiss-Type CNC Lathe
The Swiss-type lathe market includes several tiers of builders, each targeting different segments:
- Premium tier: Tornos, Citizen, Star Micronics, Tsugami. These brands offer the highest precision, most advanced features, and best surface finishes. They dominate medical and aerospace applications where part quality is non-negotiable.
- Mid-tier: Hanwha, Nexturn, Wicked. These builders offer capable machines at lower price points, suitable for general precision work and high-volume commercial production.
- Entry-level: Various Chinese and Taiwanese builders offer Swiss-type machines at significantly reduced prices. These may be suitable for non-critical applications or as learning platforms, but they generally cannot match the accuracy and reliability of premium brands for production work.
When selecting a Swiss-type lathe, prioritize the guide bushing design (hydrostatic guide bushings offer the best accuracy and longest life), the number and arrangement of tool stations, the control system capability (particularly for complex simultaneous operations), and the availability of local service and application support.
Frequently Asked Questions
What is the typical cost of a Swiss-type CNC lathe?
New Swiss-type CNC lathes range from approximately $150,000 for a basic 5-axis model from a mid-tier builder to over $500,000 for a fully equipped 12-axis machine from a premium brand with bar feeder, chip conveyor, and high-pressure coolant. The investment is justified when part complexity, volume, and precision requirements make single-setup completion and unattended operation economically advantageous.
How long does it take to set up a Swiss-type lathe for a new part?
Setup time varies significantly based on part complexity and operator experience. A simple turned part might take 2 to 4 hours to set up, while a complex medical component with live tooling and sub-spindle operations can take 8 to 16 hours. Once the setup is proven, changeover time for repeat orders is typically 1 to 3 hours. This makes Swiss-type lathes most economical for production runs of 500 or more pieces, though some shops run smaller lots when part complexity justifies it.
What is the "remnant" or "bar end" waste on a Swiss-type lathe?
When the bar feeder pushes stock through the guide bushing, the last few inches of each bar cannot be fully machined because the remaining material is too short to be gripped by the main collet while extending past the guide bushing. This remnant, typically 4 to 8 inches of bar stock, is wasted material. For expensive materials like titanium or medical-grade stainless steel, this waste can be significant and should be factored into part costing.
Can Swiss-type lathes run without the guide bushing?
Yes. Many modern Swiss-type lathes offer a "guide bushing-less" mode where the main collet grips the bar stock and feeds it past the tool positions, similar to a conventional lathe. This mode is useful for short parts with low L/D ratios where the guide bushing setup time and remnant waste are not justified. Some shops use guide bushing mode for complex, long parts and guide bushing-less mode for simpler, shorter parts on the same machine.
What materials machine best on Swiss-type lathes?
Swiss-type lathes handle most machinable materials well, but they particularly excel with free-machining stainless steels (303, 416), brass, and tellurium copper, which produce short chips that clear easily from the confined cutting zone near the guide bushing. Difficult materials like titanium and Inconel can be machined successfully but require rigid setup, appropriate tooling, and careful parameter selection to avoid work hardening and tool wear.





