Hard Turning vs Grinding for Hardened Steel Parts
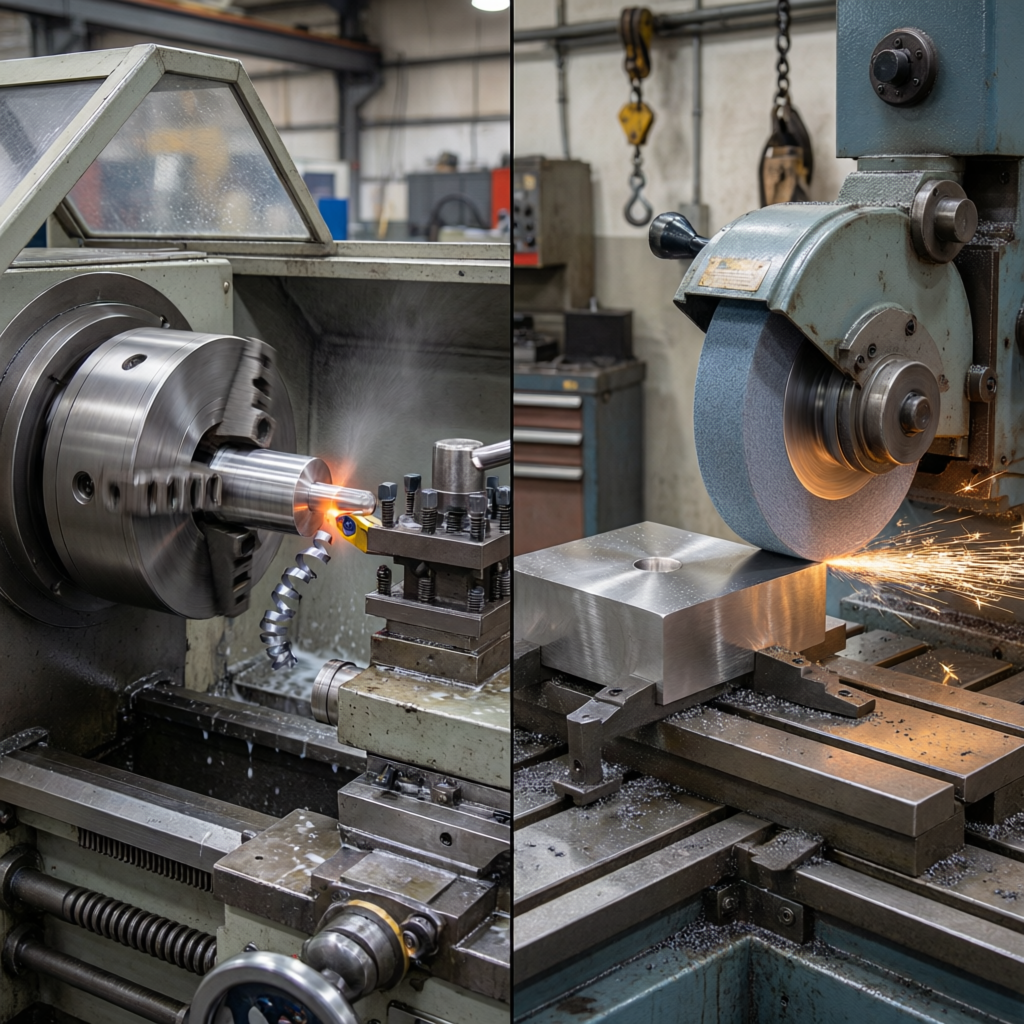
Hard Turning vs Grinding: Which CNC Process Wins for Hardened Steel Parts?
For decades, the manufacturing rule was simple: soft-machine the part, heat-treat it, then finish-grind the critical dimensions. Grinding was the only way to achieve the dimensional accuracy and surface finish required on hardened steel components. This two-process workflow meant two machines, two setups, two sets of tooling, and twice the work-in-process inventory.
Hard turning has disrupted this assumption. Advances in cutting tool materials, particularly polycrystalline cubic boron nitride (PCBN) and ceramic inserts, now allow CNC lathes to machine hardened steels directly, often eliminating the grinding step entirely. The question for production engineers is no longer whether hard turning is possible, but when it makes economic and technical sense compared to grinding.
What Is Hard Turning?
Hard turning is the process of single-point turning hardened steel (typically 45 to 68 HRC) on a CNC lathe using specially designed cutting tools. The process uses the same basic mechanics as conventional turning: a single-point cutting tool removes material as the workpiece rotates. The difference lies in the tooling, the machine requirements, and the cutting parameters.
PCBN inserts are the workhorse of hard turning. Cubic boron nitride is the second-hardest material after diamond, but unlike diamond, it does not react chemically with iron at cutting temperatures. This makes PCBN uniquely suited to cutting hardened ferrous materials. Ceramic inserts (aluminum oxide and silicon nitride based) offer a lower-cost alternative for some applications, though they are more brittle and less tolerant of interrupted cuts.
Process Comparison: Hard Turning vs. CNC Grinding
| Parameter | Hard Turning (CNC Lathe) | CNC Cylindrical Grinding |
|---|---|---|
| Workpiece hardness range | 45 - 68 HRC | 20 - 68+ HRC (any hardness) |
| Typical dimensional accuracy | +/- 0.0002 to +/- 0.0005 inches | +/- 0.0001 to +/- 0.0002 inches |
| Surface finish (Ra) | 8 to 32 microinches | 4 to 16 microinches |
| Roundness capability | 0.0001 to 0.0003 inches | 0.00005 to 0.0002 inches |
| Material removal rate | High (single-point, deep cuts possible) | Low to moderate (abrasive process) |
| Setup time | 15 to 45 minutes | 1 to 4 hours |
| Tooling cost per part | $0.05 to $0.50 (insert cost) | $0.20 to $2.00 (wheel wear and dressing) |
| Cycle time (typical bearing seat) | 30 seconds to 2 minutes | 2 to 8 minutes |
| Geometric flexibility | Excellent (any turned profile) | Limited to wheel-accessible geometries |
| Surface integrity | Good (with correct parameters) | Excellent (compressive residual stress) |
| Machine cost | $150,000 to $400,000 | $200,000 to $800,000+ |
| Operator skill required | Moderate (standard CNC lathe skills) | High (grinding-specific expertise) |
When Hard Turning Is the Clear Winner
Complex Turned Profiles
If a hardened part has multiple diameters, tapers, grooves, and radii that would require multiple grinding wheel setups or form-dressing on a grinder, hard turning almost always wins. A single PCBN insert can generate any turned profile through CNC interpolation, while a grinder requires a wheel dressed to match each contour or multiple wheel-head positions. The setup time and dressing time savings are substantial.
Medium-Volume Production Runs
For production quantities between 50 and 10,000 pieces, hard turning typically delivers lower cost per part than grinding. The faster cycle times, lower tooling costs, and shorter setup times compound to create significant savings. For very high volumes (over 50,000 pieces), the per-part advantage narrows, and grinding's superior consistency may justify the higher setup cost.
Parts Requiring Multiple Operations
If a part requires both hardened and non-hardened features to be machined in the same setup, hard turning on a CNC lathe allows rough turning, semi-finishing, and hard finishing in a single chucking. Grinding requires moving the part between machines, introducing setup error and increasing lead time.
Prototype and Short-Run Work
The quick setup of hard turning (load the part, touch off the tool, run the program) makes it ideal for prototype work and short production runs. There are no grinding wheels to dress, no spark-out passes to optimize, and no wheel-head positions to teach. A hard turning program can be written and proven in minutes.
When Grinding Remains Essential
Tightest Tolerances and Finest Finishes
When a bearing journal requires plus or minus 0.0001 inches, 4 microinch Ra, and 0.00005 inches roundness, cylindrical grinding remains the reliable process. Hard turning can approach these numbers under controlled conditions, but grinding achieves them consistently across production lots with less sensitivity to thermal variation and tool wear progression.
Surface Integrity Critical Applications
Grinding produces a characteristic compressive residual stress layer on the workpiece surface, which improves fatigue resistance. For aerospace landing gear components, bearing races, and other fatigue-critical parts, this compressive layer is not optional. It is a specification requirement verified by X-ray diffraction. Hard turning can produce compressive residual stress with correct parameters, but the consistency and magnitude are more difficult to control than with grinding.
Very Hard or Abrasive Materials
Materials above 65 HRC, carbide-tipped components, and ceramic parts cannot be effectively turned with current PCBN technology. Grinding with diamond or cubic boron nitride wheels remains the only practical machining method for these materials.
Large-Diameter Workpieces
For parts over 24 inches in diameter, large cylindrical grinders offer better accuracy and surface finish than hard turning on a lathe. The mass and thermal stability of grinding machines, combined with the distributed cutting action of the grinding wheel, produce better results on large-scale work.
The Hybrid Approach: Hard Turning Plus Finish Grinding
Many production facilities have adopted a hybrid approach that leverages the strengths of both processes. Hard turning removes the bulk of the stock allowance (typically 0.010 to 0.040 inches per side) rapidly and economically, leaving 0.001 to 0.003 inches for a light finish grind. This approach reduces grinding cycle time by 60 to 80 percent, extends grinding wheel life, and still achieves the final accuracy and surface finish that grinding provides.
The hybrid approach is particularly effective on CNC multitasking machines that combine turning and grinding capability in a single platform. Machines from builders like Okuma, Mazak, and Studer can hard-turn a part and then finish-grind it in the same chucking, eliminating the inter-machine transfer and setup error that plague the traditional two-machine approach.
Key Technical Considerations for Hard Turning
- Machine rigidity: Hard turning generates cutting forces 3 to 5 times higher than conventional turning. The machine must have a rigid structure, high-damping characteristics, and minimal spindle runout. Purpose-built hard turning lathes or high-precision production lathes are required; standard job-shop lathes typically lack the necessary rigidity.
- Toolholding: Shrink-fit or hydraulic toolholders are strongly recommended for hard turning. ER collet chucks and side-lock holders allow too much runout and deflection, which causes premature insert chipping and poor surface finish.
- Cutting parameters: Hard turning typically uses cutting speeds of 300 to 700 surface feet per minute, feed rates of 0.002 to 0.008 inches per revolution, and depths of cut of 0.002 to 0.020 inches. Interrupted cuts require reduced speeds and tougher insert grades.
- Thermal management: Hard turning generates significant heat at the cutting edge. Dry cutting is preferred for many applications to avoid thermal shock to the PCBN insert, but high-pressure air blast or minimum quantity lubrication (MQL) can improve tool life and surface finish.
Frequently Asked Questions
Can any CNC lathe do hard turning?
No. Hard turning requires a lathe with sufficient rigidity, spindle precision, and damping capacity. Standard production lathes designed for soft machining typically lack the static and dynamic stiffness needed for consistent hard turning results. Purpose-built hard turning lathes from builders like Hardinge, Okuma, and EMAG feature heavily ribbed castings, hydrostatic way systems, and high-precision spindles designed specifically for hardened material work.
How long do PCBN inserts last in hard turning?
Insert life varies widely depending on material hardness, cutting parameters, and the specific application. For continuous cuts on 55 to 60 HRC steel, a PCBN insert might last 200 to 500 pieces before requiring indexing. For interrupted cuts or harder materials, life may drop to 20 to 50 pieces. The cost per insert is higher than standard carbide ($30 to $150 per insert), but the cost per part is often lower due to the high number of parts per cutting edge.
Does hard turning produce white layer on the workpiece?
Hard turning can produce a white layer (a thin, untempered martensite layer on the workpiece surface) if cutting parameters are too aggressive or the insert is worn. White layer is brittle and can compromise fatigue life. Proper parameter selection, sharp inserts, and adequate machine rigidity minimize or eliminate white layer formation. Many specifications limit white layer depth to 0.0002 inches or require its complete elimination, which is achievable with controlled hard turning processes.
Is hard turning environmentally friendlier than grinding?
In most cases, yes. Hard turning can often be performed dry or with minimum quantity lubrication, eliminating the large volumes of coolant required for grinding. Grinding generates sludge (a mixture of abrasive particles, metal particles, and coolant) that requires specialized disposal. Hard turning produces dry, recyclable metal chips. However, the energy consumption per part may be higher for hard turning due to the higher cutting forces involved.
What surface finishes can hard turning achieve?
With correct parameters and sharp PCBN inserts, hard turning can achieve surface finishes of 8 to 16 microinches Ra on continuous cuts. Wiper inserts, which have a flat secondary cutting edge that burnishes the surface, can achieve 4 to 8 microinches Ra, approaching grinding quality. However, these finishes are more sensitive to insert wear progression than grinding, requiring more frequent insert changes to maintain consistency.





