Conveyor Drive System Selection Guide
Conveyor Drive System Selection: Matching Motors, Gearboxes, and Controls to Your Application
The drive system is the heart of any powered conveyor. It determines the conveyor's starting behavior, speed range, energy efficiency, controllability, and ultimately its ability to handle the demands placed on it day after day. Yet drive system selection is often treated as an afterthought—a standard motor and gearbox are specified from a catalog without careful consideration of the application's specific torque profile, duty cycle, and control requirements.
This article breaks down the key components of conveyor drive systems and provides a framework for selecting the right combination for your application.
Drive System Components
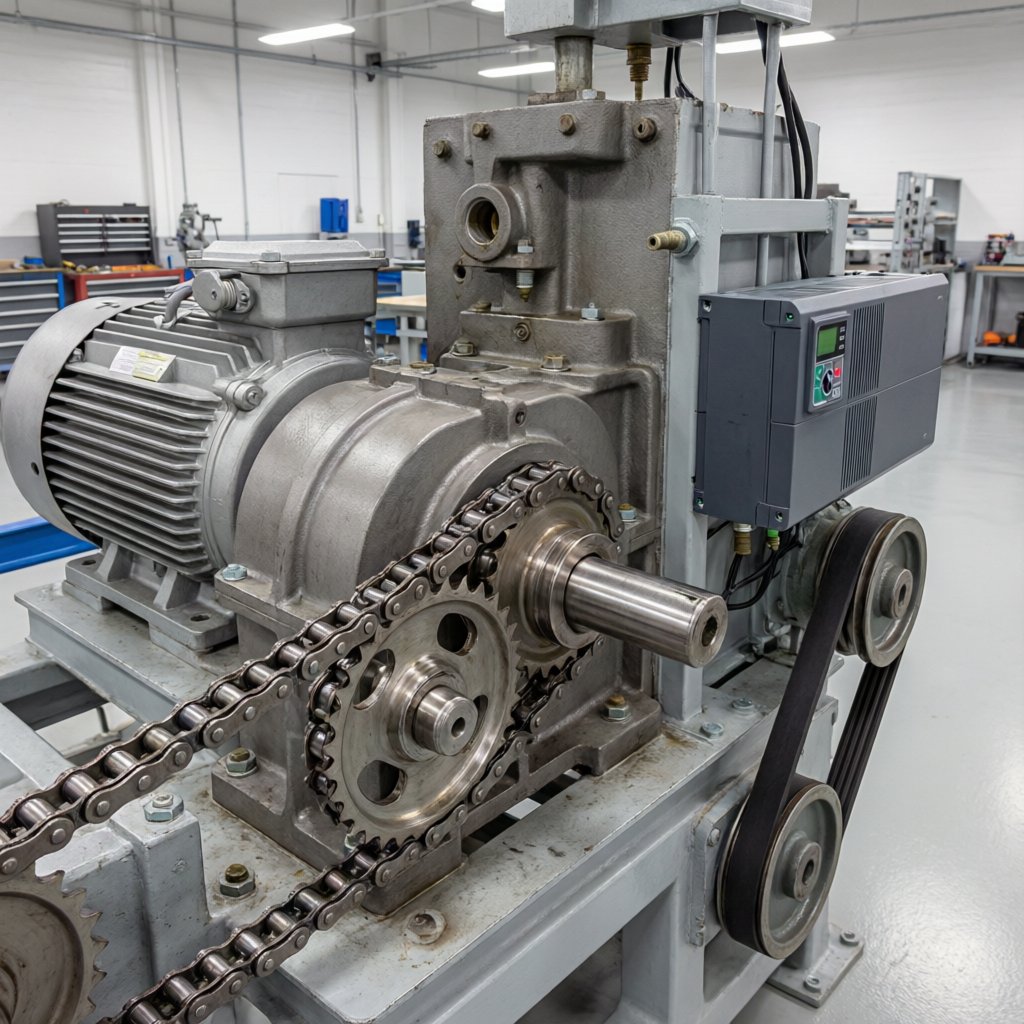
A conveyor drive system consists of four primary elements: the motor (which generates rotational power), the speed reducer or gearbox (which converts the motor's high-speed, low-torque output to the conveyor's required low-speed, high-torque input), the coupling (which connects the gearbox output shaft to the conveyor pulley or roller shaft), and the motor controller (which governs starting, stopping, speed regulation, and protection).
Motor Types for Conveyor Applications
AC Induction Motors (Standard)
Three-phase AC induction motors (squirrel cage) are the default choice for the majority of industrial conveyor applications. They are rugged, reliable, inexpensive, and available in standard efficiency (IE1) through premium efficiency (IE4) classes. For constant-speed conveyors that run at full load for extended periods, an IE3 or IE4 motor delivers meaningful energy savings over the equipment's 15-20 year service life.
Standard AC motors operate at fixed synchronous speeds (1,800 RPM for a 4-pole motor at 60 Hz, 1,500 RPM at 50 Hz) with a small amount of slip under load. Speed variation requires a variable frequency drive.
AC Induction Motors with VFD
Pairing a standard AC motor with a variable frequency drive (VFD) unlocks speed control, soft starting, and energy optimization. VFDs are now considered standard practice for conveyors above 5 kW and are increasingly applied to smaller conveyors where process flexibility justifies the additional cost.
Key benefits of VFD-driven conveyor motors:
- Controlled acceleration: Soft starting reduces mechanical stress on the belt, gearbox, and structural components, extending equipment life.
- Speed optimization: Running the conveyor at reduced speed during low-demand periods saves energy (power consumption is roughly proportional to speed for belt conveyors).
- Process integration: Speed can be dynamically adjusted based on upstream or downstream conditions—for example, slowing a feed conveyor when the downstream crusher is approaching capacity.
- Regenerative braking: Decline conveyors that lower loaded material generate energy that a regenerative VFD can return to the electrical supply.
Gearmotors (Integral Motor + Gearbox)
Gearmotors combine the motor and speed reducer in a single compact package. They are the standard choice for roller conveyors, small belt conveyors, and unit-handling systems where space is limited and the power requirement is below 15-20 kW. Available in parallel-shaft, right-angle (helical-bevel), and shaft-mounted configurations.
Motorized Rollers (MDR)
Motorized rollers embed a small brushless DC motor, planetary gearbox, and controller inside the roller shell itself. Each MDR roller drives a zone of 4-8 slave rollers via a belt or O-ring band. MDR technology has transformed roller conveyor design by eliminating centralized drive motors, line shafts, and belt drives, replacing them with distributed, zone-controlled propulsion.
Speed Reducer Selection
The speed reducer must match the motor output speed to the conveyor pulley or roller speed while transmitting the required torque. The selection depends on the speed ratio, torque requirement, mounting configuration, and duty cycle.
| Reducer Type | Ratio Range | Efficiency | Typical Application |
|---|---|---|---|
| Helical (parallel shaft) | 5:1 to 100:1 | 95-98% | Belt conveyors, general purpose |
| Helical-bevel (right angle) | 5:1 to 200:1 | 94-97% | Shaft-mounted drives, bucket elevators |
| Worm gear | 10:1 to 300:1 | 60-90% | Low-speed, high-ratio, self-locking |
| Planetary | 3:1 to 100:1 | 95-98% | Compact, high-torque, servo drives |
| Cycloidal | 11:1 to 87:1 | 90-95% | Shock-load resistant, heavy duty |
Sizing the Reducer
The reducer must be rated for both the steady-state torque and the starting torque of the application. Starting torque on a loaded conveyor can be 150-250% of running torque due to the static friction that must be overcome to initiate belt movement. Always select the reducer based on the higher of these two values, with a minimum service factor of 1.25 for uniform loads and 1.5-2.0 for shock-prone applications.
Drive Configuration Options
Single Drive
A single motor and reducer at the head pulley is the simplest and most common configuration for conveyors up to approximately 100 meters in length. The drive pulley provides the tractive force to move the belt, and the belt tension is highest at the drive pulley and lowest at the tail pulley.
Dual Drive (Tandem)
For longer conveyors (100-500 meters) or high-capacity applications, two or more drive units are installed at the head pulley or distributed along the conveyor. Dual drives share the tractive effort, reducing the belt tension requirement and allowing the use of a lower-rated (and less expensive) belt. Load sharing between dual drives requires careful control—either through VFDs with torque-sharing algorithms or through fluid couplings that naturally equalize torque.
Intermediate (Booster) Drives
For very long overland conveyors (1-30 km), intermediate drives are installed at points along the conveyor route to maintain belt tension within acceptable limits. This approach allows the use of standard-rated belts on conveyors that would otherwise require extremely high-tension (and expensive) steel cord belts.
Starting Methods and Their Impact
The starting method has a profound effect on the mechanical and electrical systems:
| Starting Method | Starting Torque | Starting Time | Mechanical Stress | Cost |
|---|---|---|---|---|
| Direct-on-line (DOL) | 150-250% of rated | 1-3 seconds | High (shock load) | Low |
| Star-delta | 50-80% of rated | 3-8 seconds | Moderate | Low-Moderate |
| Soft starter | 50-150% (adjustable) | 5-30 seconds | Low | Moderate |
| VFD (controlled ramp) | 100-150% (controlled) | 10-120 seconds | Very Low | High |
| Fluid coupling | Gradual (fluid shear) | 10-30 seconds | Low | Moderate |
For conveyors above 30 kW, the starting method is not just an electrical consideration—it directly affects belt splice life, gearbox bearing life, and structural fatigue. A conveyor that starts 20 times per day with DOL starting experiences over 7,000 shock-load cycles per year. Switching to a VFD or fluid coupling can double or triple the life of these mechanical components.
Energy Efficiency Considerations
Conveyor drives account for a significant portion of a facility's electrical consumption, particularly in mining, aggregate, and bulk terminal operations where conveyors run continuously. Three strategies deliver the largest energy savings:
- Premium efficiency motors: Upgrading from IE1 to IE3 or IE4 motors reduces losses by 20-40%. For a 75 kW motor running 6,000 hours per year, the energy savings typically pay back the motor premium within 12-24 months.
- VFD speed optimization: Running a belt conveyor at 75% speed when full throughput is not needed saves roughly 25% of the power consumption. Over a year, this can represent substantial savings on conveyors with variable demand profiles.
- Right-sizing the motor: Motors operate most efficiently at 75-100% of rated load. A 75 kW motor driving a conveyor that consistently draws only 30 kW operates at poor efficiency and poor power factor. Right-sizing the motor to the actual load improves both.
Integration with Conveyor System Controls
Modern conveyor drive systems do not operate in isolation. They interface with the broader material handling control system through fieldbus networks (Profibus, EtherNet/IP, Modbus TCP) and provide real-time data on motor current, speed, temperature, and fault status. This integration enables:
- Sequenced starting and stopping: Multiple conveyors in a series start in reverse order (last conveyor first) and stop in forward order to prevent material pileups at transfer points.
- Pull-through control: Downstream conveyor speed dictates upstream feed rate, preventing overloading.
- Predictive maintenance: Trending motor current over time reveals increasing friction (indicating bearing wear, idler seizure, or belt mistracking) before a failure occurs.
For systems where conveyor drives interface with bulk handling equipment, our bulk material handling equipment guide provides context on the broader system design.
Frequently Asked Questions
What service factor should I use for a conveyor drive motor?
Standard industrial conveyors typically require a motor service factor of 1.15-1.25. Heavy-duty applications with frequent starts, shock loads, or high-inertia loads (such as loaded belt conveyors, apron feeders, or bucket elevators) should use a service factor of 1.5 or higher. The service factor ensures the motor can handle periodic overloads without overheating or tripping.
When should I use a VFD versus a soft starter?
Use a soft starter when you only need controlled acceleration and deceleration and the conveyor runs at a fixed speed during operation. Use a VFD when you also need adjustable speed during operation, precise speed control, regenerative braking (for decline conveyors), or integration with process control systems that demand dynamic speed adjustment. The VFD costs more but provides significantly more functionality.
Can I use a single VFD to drive multiple conveyor motors?
Yes, but with limitations. A single VFD driving multiple motors loses individual motor control and protection. Each motor should have its own overload relay, and the total motor current must not exceed the VFD's rated output. This approach works when the motors are mechanically coupled (e.g., dual drives on the same pulley) and load sharing is inherent. For independent conveyors or drives requiring individual speed control, use separate VFDs.
How do I determine the correct gearbox ratio for a conveyor?
Divide the motor's rated speed (e.g., 1,750 RPM for a 4-pole, 60 Hz motor) by the required pulley or roller speed. The pulley speed is determined by the desired belt speed and pulley diameter: Pulley RPM = Belt Speed / (π × Pulley Diameter). For example, a belt speed of 2 m/s on a 500 mm pulley requires 76.4 RPM, so the gearbox ratio is 1,750 / 76.4 = 22.9:1. Select the nearest standard ratio.
What is the advantage of motorized rollers over a centralized drive?
Motorized rollers (MDR) offer zone-level control (each zone runs independently, saving energy and enabling accumulation), simplified mechanical design (no line shafts, drive belts, or central gearbox), easier maintenance (a failed MDR is swapped as a unit in minutes), and lower noise levels. They are best suited for unit-handling applications (cartons, totes) at moderate speeds and loads. For heavy bulk conveying, centralized drives with AC motors and gearboxes remain the appropriate choice.





