Hydraulic Power Unit Design: Reliable Fluid Power Foundation
Hydraulic Power Unit Design: Engineering a Reliable Foundation for Your Fluid Power System
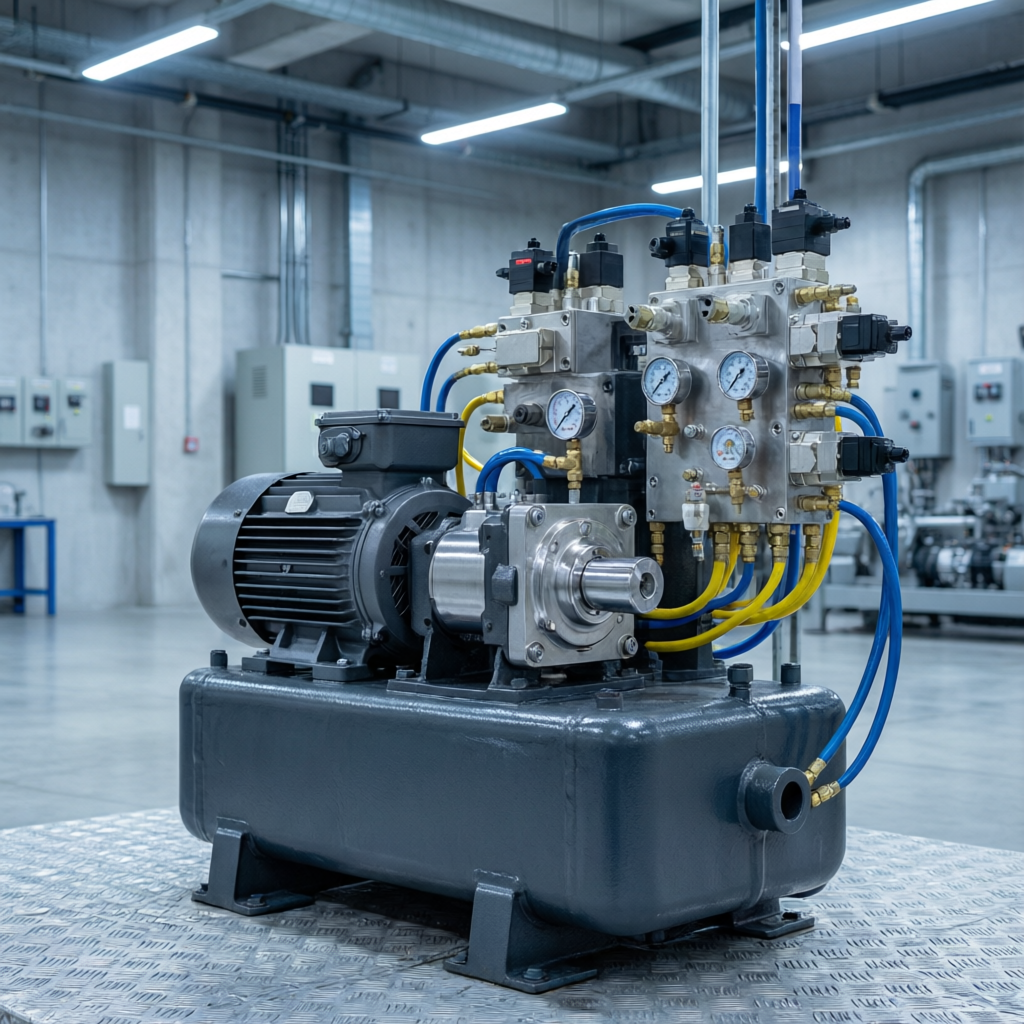
The hydraulic power unit is the central nerve of every fluid power system. It houses the pump, motor, reservoir, valves, filters, and heat exchanger that together generate, condition, and deliver pressurized fluid to every actuator in the machine. A well-designed power unit operates quietly, maintains stable fluid temperature, provides clean fluid at the required pressure and flow, and does so for years with routine maintenance. A poorly designed unit generates excessive heat, contaminates its own fluid, vibrates, and becomes a recurring source of unplanned downtime.
Whether you are specifying a new power unit from a supplier or designing one in-house, the following engineering principles will guide you toward a configuration that delivers reliable long-term performance.
Step 1: Define the Load Profile
Before selecting any components, characterize the complete hydraulic load profile. Document every actuator in the system, its required force, speed, and duty cycle. Identify which actuators may operate simultaneously and which are mutually exclusive. Calculate the maximum instantaneous flow demand and the average flow demand over a complete machine cycle.
This load profile drives every subsequent design decision. A system where all actuators operate simultaneously needs a pump sized for the peak flow demand. A system where actuators operate sequentially may be able to use a smaller pump paired with an accumulator, reducing both initial cost and energy consumption.
Step 2: Select the Pump and Prime Mover
With the load profile established, select the pump type based on maximum operating pressure and duty characteristics. For continuous industrial duty above 200 bar, an axial piston pump with variable displacement is the standard choice. For moderate pressure applications below 150 bar with steady flow requirements, a vane pump provides good efficiency and low noise.
Size the electric motor to deliver the power required at peak system demand. Calculate hydraulic power using the formula: Power (kW) = Pressure (bar) x Flow (L/min) / 600. Then divide by the overall pump efficiency (typically 0.80 to 0.90 for piston pumps, 0.75 to 0.85 for vane pumps) to determine the required motor shaft power. Select a motor with a service factor of at least 1.15 to accommodate transient overloads without thermal damage.
Step 3: Size the Reservoir
The reservoir serves multiple functions: it stores fluid, dissipates heat, separates entrained air, and allows solid contaminants to settle. The traditional rule of thumb specifies a reservoir volume equal to three to five times the pump flow rate in liters per minute. For a 50 L/min pump, this yields a reservoir of 150 to 250 liters.
However, this rule alone is insufficient. The correct reservoir size also depends on the system's heat generation rate and the available cooling methods. Systems with high duty cycles and limited airflow may need larger reservoirs or supplementary heat exchangers. Systems with variable displacement pumps that minimize heat generation during idle periods can often use smaller reservoirs.
Key Reservoir Design Features
- Baffle plate: A vertical plate between the return inlet and pump suction that forces fluid to flow around it, increasing residence time for air separation and particle settling
- Suction strainer: Mounted at the pump inlet to capture large particles. Use a 75 to 150 micrometer mesh with adequate flow area to prevent cavitation
- Return diffuser: A perforated pipe or diffuser that directs return fluid below the fluid surface at low velocity, minimizing turbulence and foam generation
- Desiccant breather: Filters incoming air to 3 micrometers and removes moisture, preventing the two most common contamination entry paths
- Sight glass and temperature indicator: Allow operators to verify fluid level and temperature at a glance during routine inspections
- Drain port: Located at the lowest point of the reservoir floor for complete fluid drainage during maintenance
Step 4: Design the Manifold and Valve Arrangement
The valve manifold connects the pump output, return line, and actuator ports through an integrated block of machined passages. A well-designed manifold minimizes pressure drop, eliminates leak-prone pipe connections, and provides a clean, compact assembly.
Size all internal passages to keep fluid velocity below 6 m/s for pressure lines and below 3 m/s for return lines. Calculate passage diameter from the flow rate and target velocity using standard fluid dynamics equations. Drill intersecting passages at right angles and plug the unused ends with O-ring face seal plugs rather than tapered pipe plugs, which can generate metal chips during installation.
Step 5: Thermal Management
Every hydraulic system generates heat. The primary heat sources are pressure drops across valves, pump inefficiency, and fluid compression losses. If the system's total heat generation exceeds the reservoir's natural heat dissipation capacity, an active heat exchanger is required.
Air-cooled heat exchangers use a fan and finned tube bundle to transfer heat from the hydraulic fluid to ambient air. They are simple, require no external water supply, and are suitable for most indoor industrial installations where ambient air temperature stays below 40 degrees C.
Water-cooled heat exchangers offer higher cooling capacity in a more compact package but require a reliable supply of cooling water and are subject to tube fouling and corrosion. They are the preferred choice for marine installations, high-ambient-temperature environments, and systems with continuous high heat loads such as injection molding machines.
Design Specifications at a Glance
| Parameter | Light Duty | Medium Duty | Heavy Duty |
|---|---|---|---|
| Operating Pressure | 100 - 160 bar | 160 - 250 bar | 250 - 400 bar |
| Pump Type | Gear or vane | Vane or piston | Axial or radial piston |
| Reservoir Volume Ratio | 3:1 (L per L/min) | 4:1 | 5:1 or larger |
| Filtration Target (ISO 4406) | 20/18/15 | 18/16/13 | 16/14/11 |
| Heat Exchanger | Often not needed | Air-cooled standard | Air or water-cooled |
| Fluid Temperature Target | Below 55 degrees C | Below 50 degrees C | Below 45 degrees C |
| Noise Target (at 1m) | Below 80 dB(A) | Below 75 dB(A) | Below 72 dB(A) |
| Typical Duty Cycle | Intermittent (less than 30%) | Moderate (30 - 70%) | Continuous (above 70%) |
Step 6: Electrical Controls and Safety Interlocks
Modern hydraulic power units integrate multiple sensors and interlocks that protect the equipment and alert operators to developing problems. The minimum recommended instrumentation includes:
- Pressure transducer: Monitors pump discharge pressure for overload protection and diagnostic trending
- Temperature switch: Triggers an alarm or shuts down the pump if fluid temperature exceeds the safe operating limit
- Level switch: Detects low fluid level and prevents pump operation without adequate suction head
- Filter differential pressure indicator: Alerts operators when the filter element is approaching bypass condition
- Motor overload relay: Protects the electric motor from sustained overcurrent conditions
For critical applications, add vibration sensors on the pump-motor assembly to detect bearing wear and misalignment before catastrophic failure occurs. Connect all sensor signals to the machine PLC for alarm generation, data logging, and remote monitoring capability.
Noise Reduction Strategies
Hydraulic power units are often the loudest equipment in a machine room. Noise sources include the pump, electric motor fan, fluid turbulence in the manifold, and structure-borne vibration transmitted through the base frame.
Reduce pump noise by selecting a pump with low inherent noise characteristics, such as internal gear or vane designs, and by mounting the pump below the fluid level for positive suction head. Enclose the pump-motor group in a sound-attenuating housing lined with acoustic foam. Isolate the power unit from the machine frame using elastomeric anti-vibration mounts to prevent structure-borne noise transmission.
For the most noise-sensitive applications, consider a submersible pump configuration where the motor and pump are immersed in the reservoir fluid. This approach eliminates airborne pump noise almost entirely and provides the additional benefit of using the fluid as a cooling medium for the motor.
Commissioning Checklist
Before placing a new or rebuilt power unit into service, complete the following verification steps:
- Verify fluid type, viscosity grade, and cleanliness level against design specifications
- Check all hydraulic connections for correct routing and proper torque
- Verify electrical connections, motor rotation direction, and sensor wiring
- Run the pump unloaded for 10 to 15 minutes, monitoring for unusual noise, vibration, or leakage
- Gradually increase system pressure in 50-bar increments, checking for leaks at each step
- Verify relief valve setting by dead-heading the pump and reading the pressure gauge
- Run the system through several complete machine cycles and verify all actuator functions
- Record baseline fluid temperature, pressure, and noise level for future trending
Frequently Asked Questions
How do I determine the right reservoir size for my hydraulic power unit?
Start with a volume equal to three to five times the pump flow rate in liters per minute. Then evaluate your system's heat generation by calculating total power losses from pump inefficiency and valve pressure drops. If the reservoir cannot dissipate the calculated heat load through its surface area alone (roughly 0.05 kW per square meter per degree C of temperature rise above ambient), either increase the reservoir size or add a heat exchanger.
Should I use a fixed or variable displacement pump?
If your system operates at full flow and pressure for most of its duty cycle, a fixed displacement pump is simpler and more cost-effective. If the system spends significant time at reduced flow or in standby, a variable displacement pump will reduce energy consumption by 30% to 60% and lower fluid temperatures, extending fluid and component life.
What is the recommended maximum fluid temperature for a hydraulic power unit?
Most hydraulic fluid manufacturers and component suppliers recommend maintaining fluid temperature below 55 degrees C (130 degrees F). Above this threshold, fluid oxidation accelerates exponentially, doubling for every 10 degrees C increase. This oxidation produces acids and varnish that attack seals, plug filters, and degrade valve performance. If your system consistently runs above 50 degrees C, add or upgrade the heat exchanger.
Can I locate the power unit remotely from the machine it drives?
Yes, remote power units are common in large facilities. The advantages include reduced noise at the machine operator station and easier maintenance access. When running long hydraulic lines, size the piping to keep fluid velocity below 4 m/s in pressure lines and below 2 m/s in return lines. Include an accumulator near the machine to compensate for line compressibility and provide rapid response for transient flow demands.
For component-level details, see our related articles on hydraulic pump types and selection and hydraulic fluid contamination prevention.





